油漆房废气处理案例|油漆房废气处理方法




案例:汽车制造厂油漆车间废气处理项目
项目背景
某大型汽车制造企业位于华东地区的生产基地,拥有两个大型油漆车间,主要承担汽车车身喷涂作业。随着环保标准的日益严格,企业原有简单的废气处理设施已无法满足最新的排放要求,急需升级改造。项目总投资约850万元,处理风量达120,000m³/h,于2021年3月启动,同年10月完成调试并投入运行。
废气成分与来源
该油漆车间产生的废气主要来源于三个环节:喷涂工序、流平工序和烘干工序。废气成分复杂,主要包括:
挥发性有机物(VOCs):二甲苯、甲苯、乙酸乙酯、丁酮等,浓度在150-300mg/m³之间
颗粒物:油漆雾滴,粒径多在10-100μm范围
少量酸性气体:主要来自前处理工序的酸雾残留
废气具有风量大、浓度波动明显、成分复杂等特点,且不同工序产生的废气特性差异较大,给处理工艺选择带来挑战。
处理工艺流程
针对该项目的具体情况,设计采用了"预处理+浓缩+燃烧"的组合工艺路线:
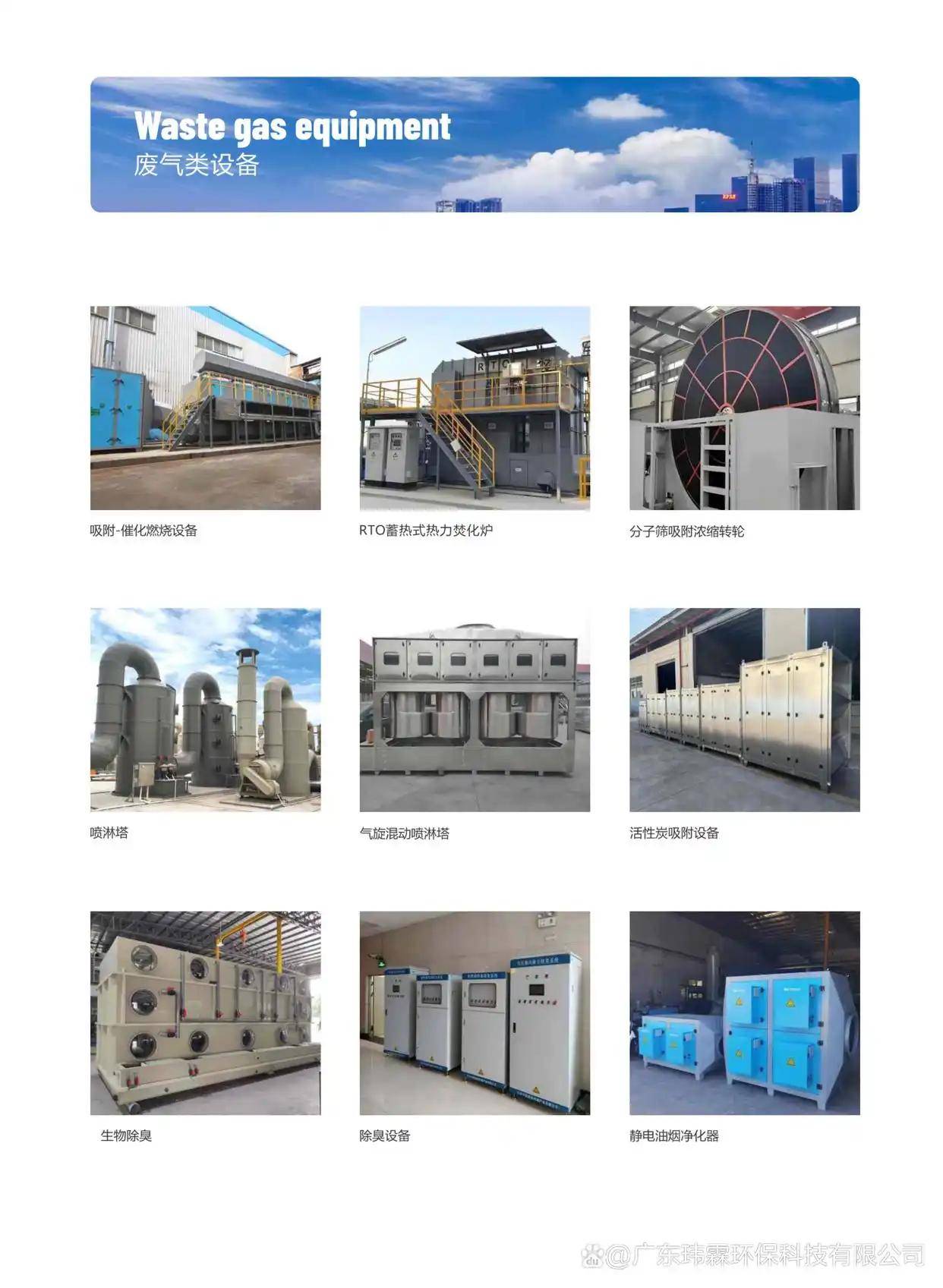
喷淋塔预处理
:首先通过水幕喷淋去除大部分漆雾颗粒,采用多层喷淋设计,去除效率达85%以上。
干式过滤系统
:设置三级过滤(G4+F7+活性炭纤维),进一步去除细小颗粒物,保护后续设备。
沸石转轮浓缩
:将大风量低浓度废气浓缩为小风量高浓度废气(浓缩比10:1),降低后续处理负荷。
RTO蓄热燃烧
:采用三室RTO装置,处理浓缩后的高浓度废气,燃烧温度760-800℃,停留时间≥1.0秒。
余热回收系统
:回收RTO出口高温烟气热量,用于烘干室加热,年节约天然气约15万立方米。
系统采用PLC全自动控制,实时监测关键参数如浓度、温度、压力等,确保运行稳定可靠。
最终效果
项目验收监测数据显示:
VOCs排放浓度<20mg/m³,去除率>95%
颗粒物排放浓度<10mg/m³
非甲烷总烃排放浓度<50mg/m³
各项指标均优于《大气污染物综合排放标准》(GB16297-1996)和当地特别排放限值要求。系统运行能耗较传统工艺降低约30%,年减排VOCs约180吨,获得当地环保部门的高度认可。此外,余热回收系统每年可为企业节省能源费用约60万元,实现了环境效益与经济效益的双赢。