为什么说焊接时,淬透性太好反而是个麻烦?|「科到了·专家面对面」焊接质量系列⑳
亲爱的“科到了”读者:
感谢您一直以来的关注与支持。“科到了”栏目在陪伴大家走过30多期焊接科普内容后,现正式升级,推出新版块——「科到了·专家面对面」。
本专栏将陆续邀请焊接领域的资深学者、技术专家、一线工程师、项目负责人、工艺设计师与检测认证专家等多维力量,围绕行业实际问题,分享实用知识、技术经验与解决方案。我们希望通过这个专栏,搭建一个连接专业与现场的桥梁,让知识落地,让难题有解。
科到了,门道就有了。
欢迎继续与我们同行,让焊接知识,真正为你所用。科到了,门道就有了。与我们同行,从知晓到精通,从理论到实战。
第20期
首期专家:刘洋
复合型焊接质量与管理专家
核心优势:兼具焊接技术与工程学士与管理学硕士背景,持有国际焊接工程师等多项顶尖认证。
专注领域:金属材料焊接工艺分析、质量持续改善与失效分析,精通国际焊接质量管理体系。
实战履历:拥有17年跨领域经验,曾服务于沃尔沃、卡特彼勒、中核等知名企业,完整经历从工艺开发到质量管理的全流程。
他将为我们开启「焊接质量」系列专题,系统剖析行业痛点,构建质量管理思维。本文为该系列第二十讲。
为什么说焊接时,淬透性太好反而是个麻烦?
今天我们聊一个话题:为什么在焊接时,尽量不要采用淬透性比较好的钢材?
那什么叫淬透性呢?
淬透性是指钢材在淬火时获得马氏体的能力。
那什么叫淬火呢?
图1是过冷奥氏体连续冷却转变曲线图,展示了钢材在几种不同冷却介质(从左至右依次为水冷、油冷、空冷和炉冷)中的连续冷却转变过程。
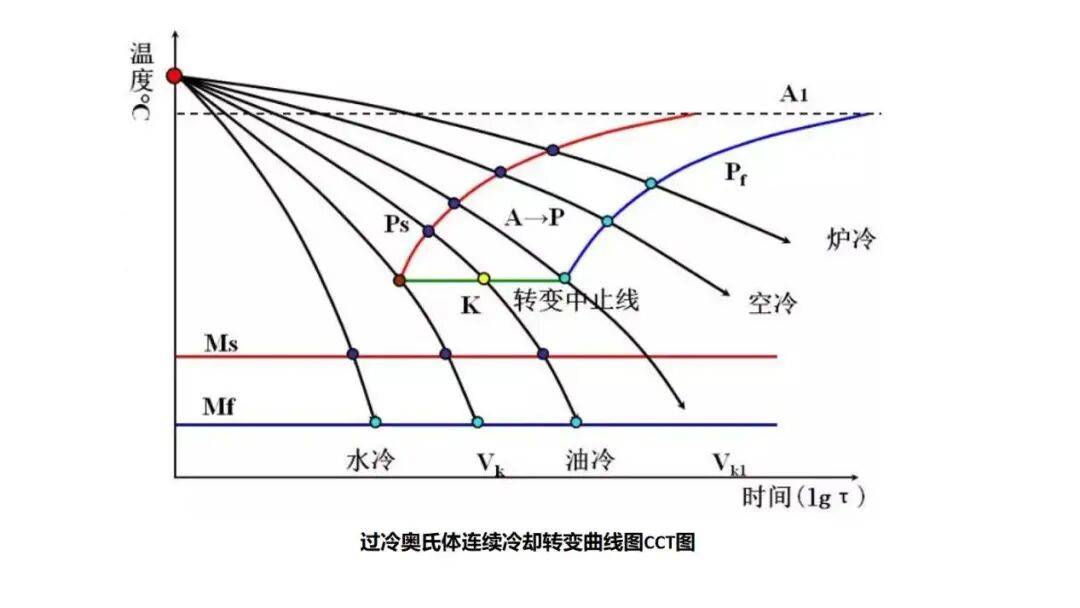
图1
从图1可以看出:最左侧水冷时冷却速度最快,最容易产生马氏体。MS是马氏体转变开始曲线,Mf点是马氏体转变终了曲线。
最右侧炉冷时冷却速度最慢,一般不会产生马氏体。因为在炉冷过程中,过冷奥氏体大多会转变为珠光体类型组织。
因此,钢的淬火是指将钢材加热到临界点以上,保温一定时间后快速冷却(大于临界冷却速度),使过冷奥氏体转变为马氏体(或贝氏体)的热处理工艺。
根据冷却速度的不同,钢材内部会形成不同类型的组织:水淬主要产生马氏体;油淬会得到部分马氏体与珠光体类型组织;而空冷或炉冷则一般只有珠光体类型组织,没有马氏体。
图1展示的是钢材的CCT曲线图,但焊接过程中的组织转变曲线要更复杂一些。
图2是低锰钢焊接的CCT曲线图。
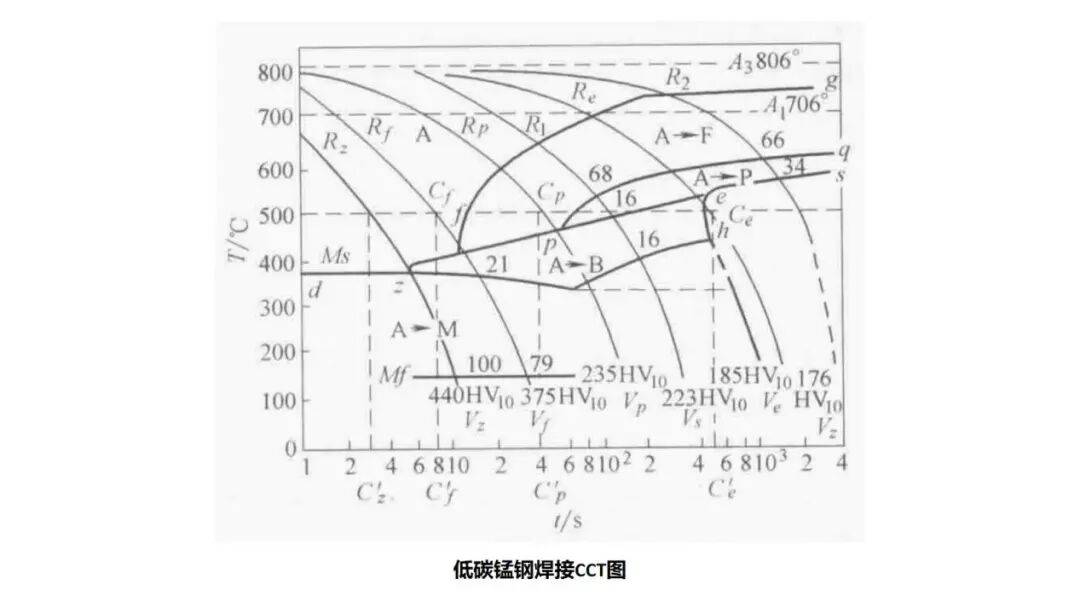
图2
图2虽更复杂,但原理与图1一致。其中Rz、Rf、Rp、RI等代表不同的冷却速度。
最左侧的Rz曲线对应临界冷却速度,此时奥氏体会100%转变为马氏体,硬度达到HV10 440,焊接接头硬度最大。从左向右,随着马氏体含量减少,硬度值依次递减。
马氏体是碳在α-Fe中的过饱和固溶体。所谓“过饱和”,可以理解为:就像一个办公室有五个工位,却坐进六个人,多出的人只能勉强挤在一起。
从图3可见,随着含碳量上升,马氏体硬度逐渐提高。

图3
而之前我们讨论过,硬度越高,塑性和韧性往往越差,焊接后接头也越容易开裂。
不过马氏体也分为两种:针状马氏体与板条马氏体。

图4
对于低碳钢和低合金钢,焊后接头一般形成的是低碳马氏体,其强度与硬度不高,塑性韧性较好,因此可以接受。
但高碳的针状马氏体在焊接中往往不可接受,它会导致焊缝脆化,引起接头开裂。
最后总结:为什么焊接时不建议使用淬透性较好的钢材?
因为淬透性好,意味着钢材在淬火时更容易获得马氏体;马氏体含量越高,焊接接头的硬度越大;硬度越高,接头的塑性与韧性就越差,越容易导致开裂。为避免开裂,必须大幅收窄焊接工艺窗口,这对现场执行和操作带来很大难度。
本期内容我们就分享到这里。锁定「科到了·专家面对面」,我们下期再见!
今日互动