原创 木材废水处理案例|木材厂废水怎么处理方法

木材废水处理全解析:来源、工艺、设备及成功案例分享
木材废水来源与特点
木材加工行业在生产过程中会产生大量废水,主要来源于木材浸泡、蒸煮、漂白、染色、热磨以及设备清洗等工序。这些废水不仅排放量大,而且成分复杂,处理难度较高。根据加工工艺不同,木材废水可分为制浆废水、人造板废水、木材防腐废水以及木器加工废水等几大类。
木材废水最显著的特点是含有大量木质素、纤维素、半纤维素等难降解有机物,这些物质化学性质稳定,可生化性较差。同时,废水中还含有各类添加剂、防腐剂、染料等化学成分,使得废水处理更加复杂。从物理性质来看,木材废水通常呈现深褐色或黑色,具有明显的木材气味,悬浮物含量高,COD和BOD值都处于较高水平。
木材废水主要成分分析
木材废水中的污染物成分十分复杂,主要可以分为有机污染物、无机污染物和悬浮物三大类。有机污染物包括木质素及其衍生物、单宁、树脂酸、糖类、醇类等,这些物质构成了废水COD的主要部分。其中木质素是木材废水中最难处理的成分之一,分子量大且结构复杂,常规的生物处理方法对其降解效果有限。
无机污染物主要包括生产过程中添加的硫化物、氯化物、磷酸盐以及各种金属离子。特别是在防腐处理过程中,废水中会含有铜、铬、砷等重金属元素,这些物质不仅增加了处理难度,还可能对环境造成长期危害。悬浮物则主要是木材纤维、细小颗粒和胶体物质,这些物质会使废水浑浊度增加,影响后续处理效果。
木材废水处理工艺流程
针对木材废水的特点,现代环保工程通常采用"物理+化学+生物"的组合工艺进行处理。完整的处理流程一般包括预处理、主处理和后处理三个阶段。
预处理阶段主要包括格栅过滤、调节池均质和初级沉淀。格栅用于去除废水中的大颗粒悬浮物,调节池则起到平衡水质水量的作用,初级沉淀可去除部分悬浮物和胶体物质。这一阶段的关键设备包括机械格栅、调节池搅拌设备和沉淀池刮泥机等。
主处理阶段是整套工艺的核心,通常采用混凝沉淀结合生物处理的方式。混凝沉淀可有效去除废水中的胶体物质和部分溶解性有机物,常用的混凝剂包括聚合氯化铝、聚丙烯酰胺等。生物处理则多采用厌氧-好氧组合工艺,如UASB厌氧反应器配合活性污泥法或生物接触氧化法。对于高浓度木材废水,厌氧处理可大幅降低有机物负荷,同时产生可利用的沼气。
后处理阶段主要针对难降解有机物和色度进行深度处理。常用方法包括高级氧化、活性炭吸附以及膜分离技术等。这一阶段可根据出水要求灵活选择处理单元,确保最终出水达标排放或回用。
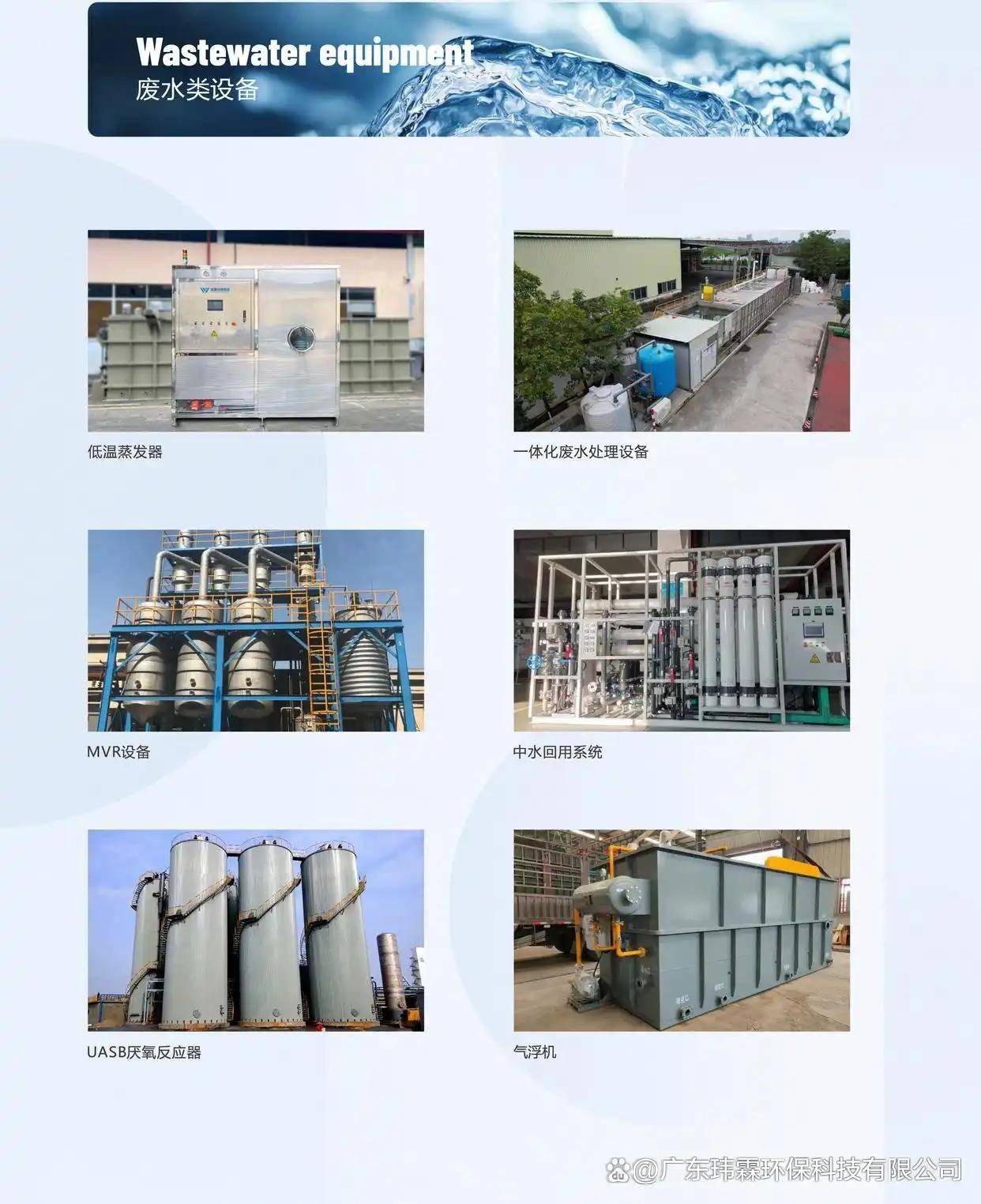
木材废水处理设备推荐
在木材废水处理工程中,设备选型直接影响处理效果和运行成本。针对不同处理单元,有以下推荐设备:
预处理设备方面,推荐使用回转式机械格栅,其具有自动化程度高、维护简单的特点。调节池建议配备潜水搅拌机,确保水质均匀混合。沉淀池可选用辐流式沉淀池配合周边传动刮泥机,沉淀效果好且运行稳定。
生物处理单元中,UASB厌氧反应器是处理高浓度木材废水的理想选择,其有机负荷高且产泥量少。好氧处理推荐使用膜生物反应器(MBR),虽然投资较高,但出水水质好且占地面积小。对于中小型项目,生物接触氧化池也是经济实用的选择。
深度处理设备方面,臭氧发生器配合催化氧化塔可有效降解难处理有机物。活性炭吸附装置则适用于去除微量污染物和脱色。此外,板框压滤机或离心脱水机是污泥处理的常用设备,可根据污泥特性选择。
自动化控制设备也不容忽视,建议配备在线监测系统,实时监控pH、COD、流量等关键参数,确保处理系统稳定运行。PLC自动控制系统可实现各处理单元的协调运行,降低人工操作强度。
木材废水处理案例一:某大型人造板企业废水处理工程
该企业是国内知名的人造板生产企业,主要生产密度板和刨花板,日排放废水约800立方米。废水主要来源于木材热磨、施胶和板坯成型等工序,含有大量木质纤维、甲醛和树脂胶等污染物。企业面临的主要困难是废水COD浓度高(平均5000mg/L)、可生化性差,且含有一定量的难降解有机物。
项目组经过详细调研,确定了一套"混凝气浮+水解酸化+MBR+臭氧氧化"的组合工艺。混凝气浮单元有效去除了废水中的胶体和悬浮物,水解酸化池提高了废水的可生化性,MBR系统保证了良好的生物处理效果,最后的臭氧氧化单元则解决了出水色度高的问题。
项目实施后,处理出水COD稳定在60mg/L以下,SS低于10mg/L,色度小于20倍,完全达到国家排放标准。系统运行电耗约为1.2kWh/m³,污泥产量较传统工艺减少30%以上。该案例成功解决了高浓度木材废水的处理难题,为企业节省了大量排污费用,同时实现了部分水资源的回用。
木材废水处理案例二:某木质家具厂废水处理站升级改造
该家具厂专业生产高档实木家具,原有一套传统的活性污泥法处理系统,但随着生产规模扩大和排放标准提高,原有系统已无法满足要求。工厂废水主要来自木材浸泡、喷漆房清洗和设备冲洗,特点是水量波动大、含有漆雾和少量重金属。
改造工程针对原有问题,新增了调节池和高级氧化单元,并将传统活性污泥法升级为生物接触氧化法。调节池有效平衡了水质水量波动,生物接触氧化法抗冲击负荷能力强,高级氧化单元专门处理难降解的漆雾成分。此外,系统还增加了pH自动调节装置,解决了原系统pH波动大的问题。
改造后系统运行稳定,出水COD从原来的150mg/L降至50mg/L以下,重金属指标完全达标。运行成本比原有系统降低约15%,且维护管理更加简便。该案例表明,针对特定水质特点进行工艺优化,可以有效提升原有处理系统的性能和稳定性。
木材废水处理效果评估与案例总结
通过对多个木材废水处理项目的跟踪监测,合理的处理工艺组合通常可使COD去除率达到95%以上,BOD去除率超过98%,SS去除率在90-95%之间。色度去除效果取决于最终采用的深度处理工艺,高级氧化或活性炭吸附可使出水色度降低90%以上。
成功的木材废水处理工程通常具备几个共同特点:一是充分的前期水质调研和工艺比选;二是针对特定水质采用定制化的工艺组合;三是注重系统的抗冲击负荷能力;四是合理的自动化控制设计。此外,运行维护的专业性也是确保长期稳定达标的关键因素。
未来木材废水处理技术将朝着资源化、能源化和精细化的方向发展。例如,厌氧处理产生的沼气可利用于锅炉供热,膜处理后的出水可回用于生产,这些措施都能显著提升项目的经济性和环境效益。同时,随着环保要求的不断提高,深度处理技术和在线监测技术将在木材废水处理领域得到更广泛应用。